Дозаторы с контролем потери массы широко применяются в пищевой, химической, фармацевтической и перерабатывающей промышленности (дозирование гранул, микродобавки, взвешивание реагентов, фарм-смесители и т.д.). Их задача – обеспечивать непрерывную и высокоточную подачу материала за счёт измерения уменьшения веса продукта во времени. Принцип работы основан на измерении изменения массы – по мере расхода, к примеру порошка, система рассчитывает скорость подачи и автоматически регулирует процесс дозирования. Однако при работе с малыми объёмами материала даже незначительные электрические помехи или ошибки преобразования сигнала могут приводить к серьёзным отклонениям.
Как формируется измерительный сигнал?
В основе дозатора используется тензодатчик, который преобразует механическую нагрузку в электрический сигнал. Далее аналогово-цифровой преобразователь (АЦП) переводит его в цифровой формат, доступный для анализа системой управления и SCADA. Точность всей системы напрямую зависит от:
- стабильности сигнала тензодатчика;
- разрешения АЦП;
- устойчивости к электромагнитным помехам;
- длины кабеля между датчиком и измерительной системой.
Основные проблемы традиционных систем
В исходной системе заказчика использовались 4-проводные тензодатчики, чувствительные к помехам и 12-битный измерительный модуль, не обеспечивающий нужное разрешение при малых весах. Это приводило к следующим последствиям:
- колебания сигнала из-за помех;
- погрешность измерений до 10 г;
- нестабильное управление подачей порошка;
- невозможность корректного расчёта расхода в SCADA;
- снижение качества продукции и производственной эффективности.
Для технологических процессов, где требуется высокая точность дозирования, такие отклонения являются весьма критичными.
Решение ICP DAS: модуль ввода I-7016PD и панель оператора VPD-143-H
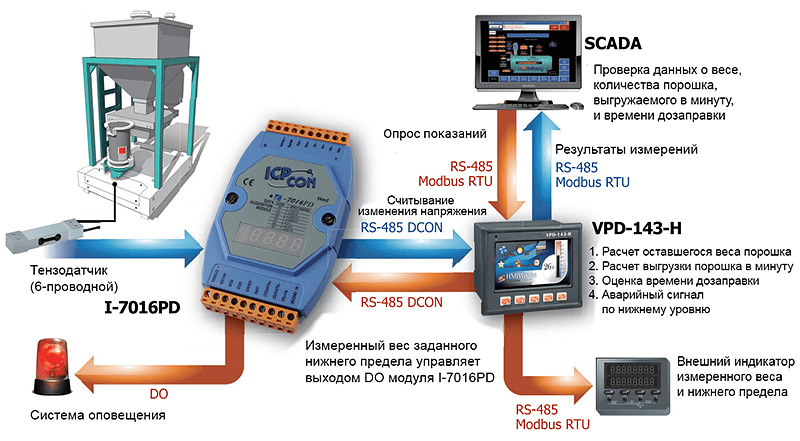
Для устранения этих проблем компания ICP DAS предложила комплексное решение на базе тензометрического модуля I-7016PD и сенсорной панели оператора VPD-143-H. Данная система обеспечила высокую точность измерений, устойчивость к помехам и полноценную интеграцию с верхним уровнем.
Архитектура решения
В рамках модернизации были выполнены следующие шаги:
- Тензодатчик был заменен с 4-проводного на 6-проводное подключение, что значительно повысило стабильность сигнала.
- Тензодатчик подключён к модулю I-7016PD.
- Связь между модулем и панелью VPD-143-H осуществляется по шине RS-485, коммуникация осуществляется по протоколу DCON.
- HMI выполняет:
- расчёт текущего веса,
- анализ изменения массы за минуту,
- анализ динамики снижения массы порошка,
- прогноз времени следующей дозагрузки.
- Данные передаются в SCADA по Modbus RTU для архивирования и визуализации.
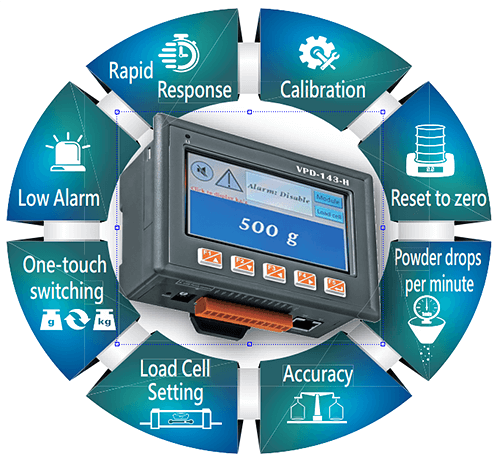
Решение поддерживает:
- быструю обработку данных (опрос каждые 100 мс);
- локальную калибровку без демонтажа оборудования;
- автоматический сброс тары (Zero Reset);
- расчёт расхода порошка в г/мин;
- прогноз времени дозагрузки;
- защиту от ложных тревог при колебаниях веса;
- ручное отключение сигнализации при завершении партии;
- переключение единиц измерения (г / кг);
- настройку параметров тензодатчика:
- напряжение возбуждения,
- номинальная нагрузка,
- чувствительность.

Функции визуализации и сигнализации
На дисплее VPD-143-H отображаются:
- текущий остаток порошка;
- установленный нижний предел.
Индикация работает следующим образом: белый цвет - нормальный режим, красный цвет - масса ниже допустимого уровня. Панель работает как слейв устройство для передачи показаний в SCADA систему, и как мастер для выведения показаний на удаленную панель стороннего производства.
При достижении минимального веса:
- активируется дискретный выход DO модуля I-7016PD;
- включается внешняя световая и звуковая сигнализация (через встроенный звуковой оповещатель);
- оператор немедленно получает предупреждение о необходимости дозагрузки.
Ключевые технические преимущества решения ICP DAS
Модуль I-7016PD предназначен для работы с тензодатчиками и обладает следующими характеристиками:
- 16-битное разрешение (65’536 значений) - высокая точность измерений;
- поддержка 6-проводных тензодатчиков;
- работа на расстоянии более 10 метров без потери сигнала;
- устойчивость к шумам, импульсным перенапряжениям и электромагнитным помехам;
- соответствие стандарту IEC 61000-4-2;
- промышленная защита от высоких токов и напряжений.
Панель оператора VPD-143-H в данном проекте является локальным центром управления с выполнением логических правил:
- сенсорный экран 4.3” (480×272);
- класс защиты фронтальной панели IP65;
- монтаж на DIN-рейку или в панель;
- управление через резистивный сенсор и физические кнопки;
- поддержка протоколов:
- Modbus RTU/TCP,
- DCON (ASCII),
- MQTT
- интерфейсы RS-232, RS-485, Ethernet.
Использование модуля I-7016PD совместно с VPD-143-H позволило:
- повысить точность измерений с 10 г до 1-2 г;
- обеспечить стабильную работу дозатора;
- интегрировать систему в SCADA;
- повысить безопасность производства;
- снизить потери сырья;
- обеспечить прогнозируемое и управляемое дозирование.
Решение особенно эффективно при автоматических системах подачи порошков, где критична высокая точность, стабильность и надёжность измерений.
|
Параметр |
До модернизации |
После модернизации |
|
Тип датчика |
4-проводной |
6-проводной |
|
АЦП |
12 бит |
16 бит |
|
Погрешность |
±10 г |
±1–2 г |
|
Помехоустойчивость |
низкая |
высокая |
С еще одним решением весового дозирования Вы можете ознакомиться по ссылке.






















