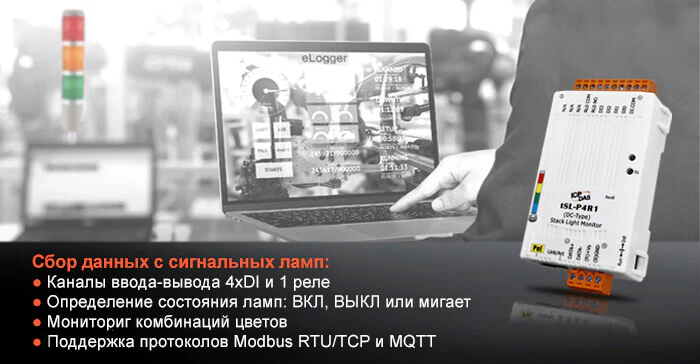
Визуальная система оповещения о возникающих проблемах.
Andon — это японское слово, первоначально означающее традиционный для Японии бумажный фонарь; сегодня так называют сигнальные лампы, которые сообщают о проблемах в производственном процессе.
В промышленности Andon – это система визуального контроля, которая позволяет с первого взгляда определить состояние операций на производстве и уведомляет обслуживающий персонал и других работников об отклонениях в производственном процессе (нехватка материалов, проблема с качеством, сравнение плана с фактом, обслуживание станка и т.д.) через разноцветные сигнальные лампы (светофоры), панели с кодами рабочих мест, цифровые табло, мониторы.
Идея заключается в том, что любой рабочий на производственной линии может самостоятельно остановить весь производственный процесс или конвейер до тех пор, пока не будет устранена проблема на его участке. Для этого есть специальный шнур или кнопка. При этом оповещение об остановке или проблеме отображается на специальном табло или загорается лампа на светофоре.
Впервые такой подход к производству начали использовать в Японии на заводе компании Тойота во второй половине 20-го века. Сегодня Тойота – мировой лидер в автомобилестроении, а о качестве японского автопрома ходят легенды.

Фабрика Тойота. По обе стороны от сборочной линии, в пределах легкой досягаемости рабочих, протянут шнур Andon.
Если у рабочего возникают проблемы в процессе сборки: с качеством, безопасностью, заканчиваются детали или упал гаечный ключ, - он тянет за андон-шнур. На цифровом табло начинает мигать индикатор, и играет музыка. Номер на табло и конкретная мелодия предупреждают руководителя о местонахождении и характере проблемы. Если проблему не удается решить быстро - в течение определенного времени - линия отключается на время, необходимое для устранения проблемы.
Этот подход применяется в концепции Бережливого производства. Бережливое Производство основано на постоянном стремлении к устранению всех видов потерь: из-за перепроизводства, ожидания, транспортировки, лишних запасов и других.
В чем проблема сейчас?
Обычно каждый станок имеет систему световой сигнализации о своем текущем состоянии по типу «светофора»: в работе, остановлен, ошибка и т.д. «Светофор» удобен для рабочих на местах, но руководителю производства приходится подходить к каждому станку, чтобы проверить его состояние в реальном времени.
Почему просто не подключить станки к SCADA-системе?
Обычно станки или иное оборудование на производственной линии имеют свои закрытые протоколы управления и к ним сложно подключить внешнюю систему мониторинга или SCADA систему.
Решение ICP-DAS
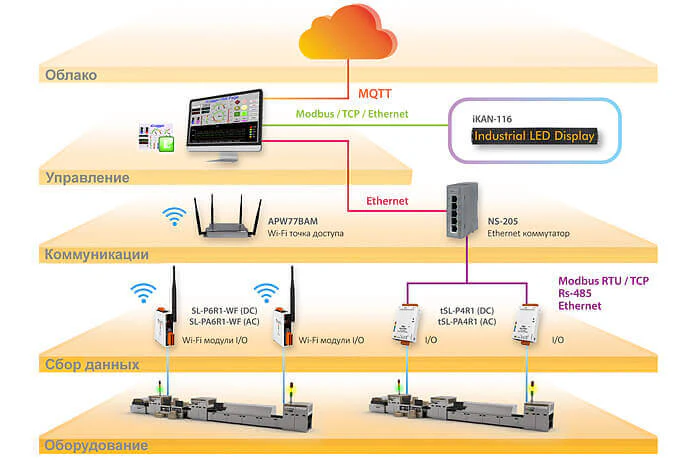
ICP-DAS предлагает подключатся не к станкам, а непосредственно к светофору, не вмешиваясь в работу внутренних протоколов оборудования. Состояние светофоров передается в реальном времени в систему управления. Таким образом оператор или управляющий может видеть статус всех процессов, не покидая рабочего места и быстрее принимать решения.

Данные со «светофоров» можно использовать для расчета Общей Эффективности Работы Оборудования OEE в процентах. Формула для расчета выглядит так:
OEE = Доступность x Производительность x Качество x 100
Таким образом анализ этих данных позволяет:
- Снизить время простоя оборудования
- Увеличить выход готовой продукции
- Визуализировать статус оборудования в реальном времени
Оборудование ICP-DAS позволяет:
- Визуализировать состояние оборудования в дружественном интерфейсе
- Повысить производительность
- Производить аналитику: все отчеты доступны в электронном виде
Имеются проводные и беспроводные коммуникационные решения на выбор.
Верхний уровень, SCADA
| Модель | Фото |
|---|---|
|
Trace Mode 6 |
 |
| XP-9771-WES7 Контроллер E3827 (1.75 ГГц), 32Гб SSD, 2Гб DDR3, 2xRS-232/485, 1x RS485, 1xRS232, 2xEthernet, 7 слотов расширения, WES7 |
 |
| WP-9821-CE7 Контроллер Cortex-A8 1ГГц, 128Mб MRAM, 256Mб Flash, 1xRS-232, 1xRS-485, 2xRS-232/485, 2xEthernet, 8 слотов расширения, Win CE 7.0 |
|
| LX-9381 Контроллер Intel Atom E3845 1.91ГГц, 2Гб DDR3, 32Гб mSATA SSD, 16Гб CF, VGA, 1xRS-232, 1xRS-485, 2xRS-232/485, 4xUSB, 2xEthernet, 3 слота расширения, Linux kernel 4.4 |
Визуализация
| Модель | Фото |
|---|---|
| iKAN-124 LED-дисплей, 24 символов ASCII или 12 символов Unicode, 1xRS-232/485, Ethernet, Modbus TCP Slave, Modbus RTU Slave |
 |
| TPD-283U-H Панель HMI высокоскоростная, сенсорный экран 2.8", Ethernet (10/100 Мбит/с), RS-485, USB, RTC, PoE |
 |
| VPD-143-H Панель HMI, сенсорный экран 4.3", 2xRS-232/RS-485, USB, RTC, Ethernet, PoE, 5 клавиш, поддержка платы расширения XV |
 |
Коммуникации
| Модель | Фото |
|---|---|
| NS-205 Промышленный 5-портовый неуправляемый коммутатор 10/100 BaseT(X) Ethernet, в пластиковом корпусе, питание +10...+30 VDC, -40...+75С |
 |
| NS-205PSE-24V Промышленный 5-портовый неуправляемый PoE коммутатор: 4 порта PoE 10/100 BaseT(X) Ethernet, питание 24 VDC |
 |
| tGW-735 Компактный шлюз Modbus TCP в Modbus RTU/ASCII, PoE, 3xRS-485 |
 |
| tDS-735 Преобразователь последовательных интерфейсов, PoE, 3xRS-485 |
|
Уровень сбора данных
| Модель | Фото |
|---|---|
| tSL-P4R1 Модуль мониторинга сигналов, Ethernet/RS-485, PoE, 4xDC DI, 1 реле |
 |
| tSL-PA4R1 Модуль мониторинга сигналов, Ethernet/RS-485, PoE, 4xAC DI, 1 реле |
|
| SL-P6R1-WF Модуль ввода-вывода, 6 каналов дискретного ввода DC, 1 канал реле, интерфейсы Ethernet/RS-485/Wi-Fi, PoE |
 |
| SL-PA6R1-WF Модуль ввода-вывода, 6 каналов дискретного ввода AC, 1 канал реле, интерфейсы Ethernet/RS-485/Wi-Fi, PoE |
Применяя концепцию Бережливого Производства и оборудование ICP DAS вы сможете создать эффективную систему мониторинга работы оборудования даже если оборудование имеет закрытый протокол управления.













